
二车间喷雾干燥塔废气治理现状、痛点及优化解决方案
当前,二车间喷雾干燥塔虽已实现废气有组织收集,并配套“旋风除尘 + 布袋除尘”系统,但在颗粒物深度去除、石蜡液滴专项处理及后续恶臭与氮氧化物处置环节,仍存在显著治理需求,具体表现如下:
即便经过现有系统处理,废气中仍残留三类关键污染物,且无配套处置装置,导致排放合规性风险突出。
恶臭与酸腐气味未处理:物料中的油酸、碳酸铵及夏季微生物发酵产生的恶臭物质(如含硫、含氮化合物),无法通过除尘系统去除,随处理后废气直接排放,员工操作区及厂区周边可明显感知刺激性气味。
氮氧化物完全未处置:废气中含有少量氮氧化物经含氧量折算后浓度约为100~120mg/m³,既未在收集与除尘环节得到控制,也无专项脱硝装置,直接排放浓度超出地方超低排放标准(NOx≤80mg/m³)。
颗粒物存在超标风险:颗粒物浓度高于当地超低排放标准(颗粒物≤10mg/m³)。
污染物排放:氮氧化物、颗粒物、臭气浓度去除率需达到极高标准,保证排放浓度满足国家及地方相关限值《陶瓷工业污染物排放标准》GB25464-2010。
根据喷干废气(含石蜡液滴、氨、酸腐恶臭、氮氧化物、残留颗粒物)的成分特点,我们对建设费用、运行费用、维护费用与净化效果等进行了综合估算。经过评估,水洗除蜡(并加酸除氨)+ 氧化碱吸收 + 湿电除尘工艺是适配性最强、治理效果最稳定的方案,尤其适用于喷干废气中多形态污染物(液滴、气体、粉尘)的协同治理。具体工艺流程如下:
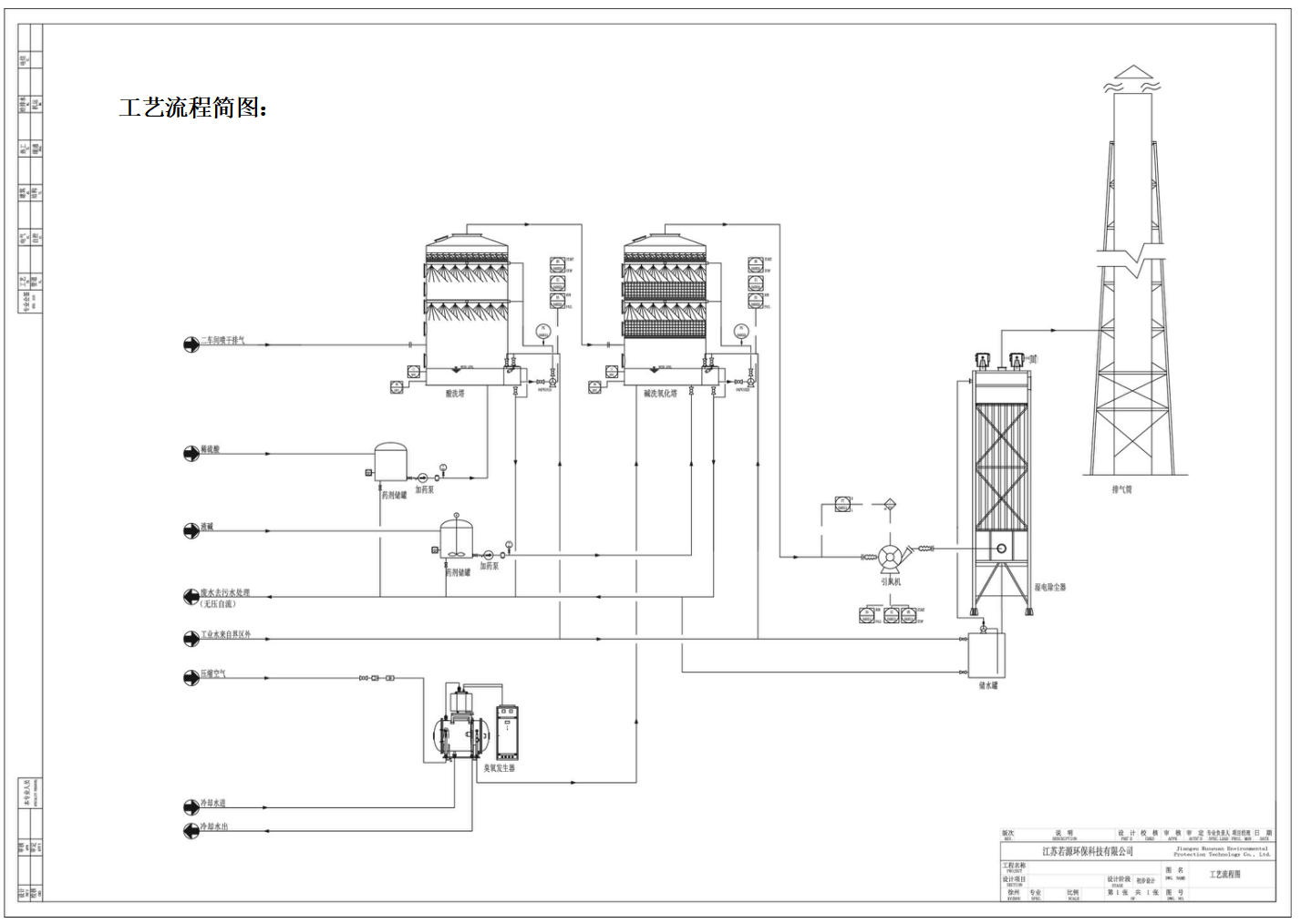
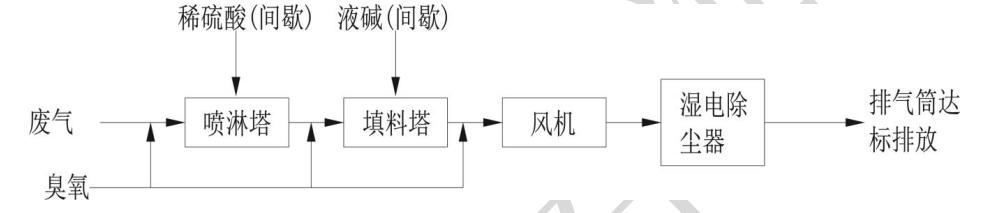
工艺流程
●废气处理流程:喷雾干燥塔产生的废气经现有有组织收集管道汇总后,进入废气专项处理区域。第一步先进入水洗除蜡塔,通过高压喷淋水对废气进行洗涤,利用水的降温与截留作用,高效捕捉废气中的石蜡液滴;同时在洗涤水中加入稀硫酸(质量分数 1%-3%),通过酸与氨的中和反应(生成硫酸铵),同步去除废气中的氨类物质,避免氨与后续工艺环节发生二次反应。第二步,经水洗后的废气进入氧化碱吸收塔,塔内先通过臭氧进行氧化处理,利用强氧化性破坏恶臭物质的化学显味基团,同时将部分低价态氮氧化物氧化为高价态;随后通过氢氧化钠溶液(质量分数 1%-3%)进行喷淋吸收,高效捕获氧化后的恶臭物质与氮氧化物。第三步,经氧化碱吸收后的废气进入湿电除尘设备,通过高压电场的静电吸附作用,捕集废气中残留的细颗粒物(粒径<5μm)与水雾(去除率≥99%),最终净化后的废气通过 15 米高的排气筒达标排放。
方案优势
此方案不仅实现了喷干废气中“液滴 + 气体 + 粉尘”多污染物的协同治理,相比传统“单一除尘 + 生物除臭/活性炭”工艺,具有更强的针对性和更高的稳定性:其一,水洗除蜡与加酸除氨同步进行,既解决了石蜡液滴黏附设备的难题,又避免氨对后续氧化吸收工艺的干扰,污染物去除效率比分步处理提升 15%-20%;其二,氧化碱吸收工艺不受温度、湿度等工况波动影响(夏季微生物发酵期仍能稳定运行),相比生物法,不存在微生物驯化、活性衰减等问题,相比活性炭法,不存在吸附衰减、堵塞、产生危废等问题,处理能力稳定性提升 30% 以上,可确保恶臭物质、氮氧化物长期稳定达标;其三,湿电除尘弥补了现有旋风 + 布袋除尘对细颗粒捕捉不足的短板,颗粒物排放浓度可稳定控制在 10mg/m³ 以下,满足超低排放要求。同时,该系统采用模块化设计,水洗塔、吸收塔的喷淋液可循环使用(定期补充药剂即可),运行维护费用相比同类工艺降低 25%-30%;且系统配备超温、超压报警装置,全程密闭运行,无二次污染风险,保障系统高安全性。




 工业环保方案策划:深度生产流程分析 + 污染特性定位,制定定制化治理策略
工业环保方案策划:深度生产流程分析 + 污染特性定位,制定定制化治理策略