
0102
VOCs 去除率高,达标稳定性强:
采用 “高温氧化 + 充分滞留” 设计,燃烧室温度稳定控制在 800℃以上,VOCs 氧化分解率可达 99% 以上,即使面对成分复杂、浓度波动的有机废气,仍能保持稳定的净化效果,轻松满足《挥发性有机物无组织排放控制标准》(aGB 37822)及地方更严苛的排放要求,彻底解决企业高浓度 VOCs 治理难题。

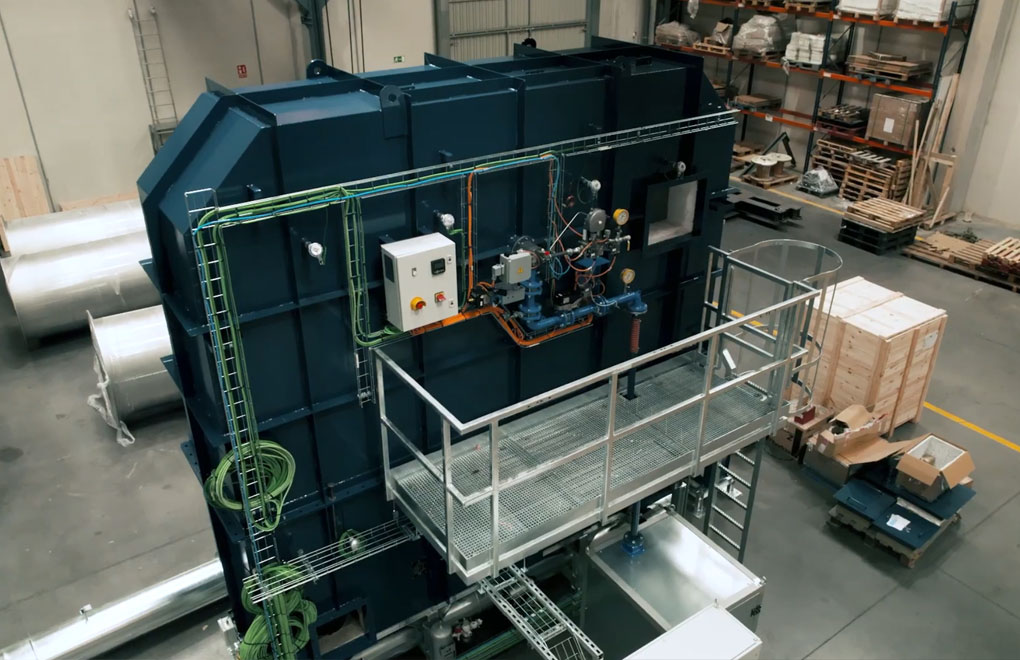
RTO 焚烧炉主要由蓄热室、燃烧室、切换阀、排烟系统四大核心模块构成,常见有两室、三室、多室结构。工作时,有机废气先进入预热后的蓄热室,吸收蓄热体储存的热量升温至 700℃以上,再进入燃烧室,在辅助燃料(如天然气)作用下升温至 800-850℃,VOCs 充分氧化分解;净化后的高温气体进入另一蓄热室,将热量传递给蓄热体后降温至 150℃以下,经排烟系统排出。通过切换阀周期性切换气流方向,实现蓄热体交替吸热、放热,持续回收热量,大幅降低运行能耗。 根据处理量(1000-100000m³/h)与废气成分,


采用 “高温氧化 + 充分滞留” 设计,燃烧室温度稳定控制在 800℃以上,VOCs 氧化分解率可达 99% 以上,即使面对成分复杂、浓度波动的有机废气,仍能保持稳定的净化效果,轻松满足《挥发性有机物无组织排放控制标准》(aGB 37822)及地方更严苛的排放要求,彻底解决企业高浓度 VOCs 治理难题。
热量回收充分:通过蓄热体高效回收氧化反应热量,热效率超 95%,相比传统直燃式焚烧炉(热效率 30%-50%),可节省 70% 以上的辅助燃料消耗; 能耗稳定可控:当废气浓度≥2000mg/m³ 时,氧化反应释放的热量可维持设备运行,无需额外补充燃料,实现 “自维持燃烧”,进一步降低运行成本; 长期经济性优:核心部件(蓄热体、燃烧器)使用寿命可达 5-8 年,设备整体故障率低,长期运维成本优势显著。
依托 PP、不锈钢、玻璃钢多材质体系,结合设备类型(喷淋塔 / RTO / 活性炭吸附箱等环保设备)与企业工况,精准匹配材质规格与结构设计。如喷淋塔用防腐玻璃钢适配强腐蚀场景,RTO 蓄热体选耐高温不锈钢,确保设备适配性与耐用性,避免通用设备的适配短板。
聚焦治理效果稳定性,从设计环节深度优化设备核心性能:通过科学的流场设计、高效的传质 / 传热结构,确保污染物去除效率稳定在 95% 以上,排放浓度持续低于国标限值。同时在选材、加工、组装全流程严格把控质量,避免因设备性能波动导致的达标风险,为企业环保合规提供可靠保障。
所有设备配套远程监控系统,实时采集运行数据(如喷淋塔液位、RTO 温度、吸附箱压差),异常情况自动预警。同时提供定期运维指导,结合数据反馈优化运行参数,确保设备长期稳定运行,避免治理效果波动,降低人工监管压力。
蓄热室:内置陶瓷蓄热体,负责吸收与释放热量,是热量回收的核心单元,多室结构可实现连续进气与换热; 燃烧室:配备燃烧器、点火装置与温度传感器,维持 800℃以上高温环境,确保 VOCs 充分氧化; 切换阀:采用耐高温、耐腐蚀的气动或电动阀门,周期性切换气流方向,实现蓄热体交替工作; 排烟系统:含引风机、烟囱与在线监测装置,将净化后低温气体排出,同时实时监控排气指标,确保达标。
适应性强:可处理苯、甲苯、二甲苯、酮类、酯类等多种有机废气,浓度范围适应广(500-10000mg/m³),不受废气成分复杂程度影响; 安全性高:配备超温保护、泄漏检测、火焰监测等安全装置,当废气浓度超标时自动稀释,避免回火、爆炸风险,符合工业安全规范; 自动化程度高:采用 PLC 智能控制系统,实现温度、阀门切换、燃料供给的全自动控制,支持远程监控与故障报警,无需专人值守; 环保性优:无二次污染,氧化产物仅为 CO₂和 H₂O,无固废、废液产生,部分设备可配套余热利用装置,将多余热量转化为热
化工行业:处理树脂、涂料、胶粘剂生产过程中产生的高浓度有机废气; 喷涂行业:净化汽车、家具、家电喷涂车间的喷漆废气(含苯系物、酯类); 印刷行业:处理塑料印刷、包装印刷过程中油墨挥发产生的 VOCs; 制药行业:治理药物合成、提取环节中有机溶剂(如乙醇、丙酮)挥发废气; 电子行业:净化半导体、电路板生产中光刻胶、清洗剂产生的有机废气; 橡胶行业:处理橡胶硫化、合成过程中产生的烷烃、烯烃类有机废气。
深度治污:解决高浓度有机废气难以达标问题,氧化分解率超 99%,助力企业应对环保部门严格监管与排放限值要求; 节能降耗:高效回收热量,大幅降低辅助燃料消耗,尤其适合高浓度废气工况,实现 “以废治废”,降低企业能源成本; 合规保障:满足 VOCs 专项治理要求,帮助企业通过环保验收、排污许可证核查,避免因排放不达标面临停产、罚款等风险; 产业升级:推动高污染行业从 “末端治理” 向 “高效节能治理” 转型,提升企业环保形象,符合国家绿色发展政策导向。


若源环保作为江苏工业环保治理服务商,专注定制化废气废水治理方案、高效工艺技术实施、全周期运维保障及智能监控系统搭建。依托生产场景调研 + 污染特性分析,为阜丰集团、梅花生物等 1500 + 企业提供专属环保解决方案,覆盖化工 / 涂装 / 电子等工业领域优质客群。
 工业环保方案策划:深度生产流程分析 + 污染特性定位,制定定制化治理策略
工业环保方案策划:深度生产流程分析 + 污染特性定位,制定定制化治理策略
高端工艺设计:原创适配性处理系统提升治理效能
全流程实施保障:专属技术管家,严格遵循环保标准与节能规范
我们通过工艺诊断 - 定制治理 - 智能运维的全周期服务,助力企业搭建科学工业环保管理体系,实现环保合规性与运营经济性双保障。
10年工业环保治理经验
服务58家行业领军企业
服务120家优质制造企业
服务区域龙头超过40家
多项环保技术专利认证
定制化治理方案专家
全流程项目实施管理体系
工艺优化与设备运维并重
若源环保专注工业废气废水治理 10 年,获甲级设备安装服务资质及多项技术专利认证。作为阜丰集团 / 梅花生物等企业的环保治理服务商,我们采用 “一厂一策” 模式提供定制化污染处理方案与全流程运维服务,现已为 1500 + 企业提供达标排放解决方案,点击查看工业治理案例!
若源环保 — 江苏工业环保治理标杆,10 年专注工业废气废水全流程治理服务(2016 年起深耕)。作为工业污染治理 + 全周期运维整合服务商,我们通过勘察分析 × 方案定制 × 工艺实施 × 运维保障四维一体服务,为化工企业、电子制造、新能源产业等客户提供:
工业污染现场踏勘与方案诊断
定制化治理工艺与设备配置
全流程工程实施与智能运维系统搭建
基于 1500 + 企业治理经验,我们深度剖析工业生产特性,构建 "现场诊断 - 方案落地 - 达标运维" 治理闭环,助力企业突破环保合规瓶颈。
公司地址:江苏省徐州市铜山区刘集工业园 | 业务热线:0516-85137789
江苏若源环保科技有限公司 | 苏ICP备2024124055号 © Copyright 2025 , ALL Rights Reserved ruoyuanep.com
工业废气 专业处理・治理・运维一体化服务商|工业企业环保定制|1500 + 企业信赖|全流程监控 + 能耗优化|若源环保技术团队|网站地图 | HTML网站地图 |  苏公网安备2024124055号
苏公网安备2024124055号






